CODE APT
Liste des codes APT traités
AIRAUXFUN
BREAK
CIRCLE & CYLNDR
CLAMP
CLEARP
COOLNT
CUTCOM
CUTTER
CYCLE
DEBUG
DELAY
DISPLY
END
FEDRAT
FINI
FROM
GODLTA
GOHOME
GOTO
INDIRV
INSERT
INTOL
LINTOL
LIMITS
LOAD or LOADTL
MACHIN
MODE
OPSKIP
OPSTOP
OUTTOL
ORIGIN
PARTNO
PIVOTZ
PPRINT
PREFUN
RAPID
RETRCT
REWIND
ROTATE
SEQNO
SET
SPINDL
STOP
TLAXIS
TPRINT
TRANS
MULTAX

AIR
Sortie du code d'aspiration ou soufflage de l'air.
Syntaxe APT
AIR / ON
/ OFF
|
Exemple APT |
Exemple code machine |
|
AIR / ON / OFF |
M20 M21 |
AUXFUN
Sortie d'un code auxiliaire machine utilisant les registres M du code ISO. Le code défini dans la fonction AUXFUN est généralement sortie avec la lettre 'M' et un ou deux digits représentant une valeur entière.
Syntaxe APT
AUXFUN / m
|
Exemple APT |
Exemple code machine |
|
AUXFUN / 5 |
M05 |
BREAK
Permet normalement de couper le fichier ISO afin de générer plusieurs sous programme ou de structurer le code en plusieurs fichiers.
Syntaxe APT
BREAK / [SIZE, n]
|
Exemple APT |
|
GOHOME BREAK End file 0001.iso PARTNO 0002 (Fichier 002) Start file 0002.iso FROM/ 0.0, 0.0, 10.5
|
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
CIRCLE & CYLNDR
La première notation CIRCLE donne le point de centre et la normal ainsi que le rayon. Cette normal permet de spécifier le sens de parcours ( G02 ou G03 par exemple pour Z=1 avec un cercle dans le plan G17 ( XY) on aura une interpolation trigo G03 et G02 si Z=-1
Syntaxe APT
CIRCLE/ x-centre,y-centre,z-centre, x-normal,y- normal,z- normal, rayon)
GOTO/ x-PointFin,y-PointFin,z- PointFin
Exemple :
CIRCLE/508.000,762.000,0.000,0.000,0.000,1.000,137.000
GOTO/645.000,762.000,0.000
L'autre notation reconnue et utilisée utilise le code TLON,GOFWD avec la notation INDIRV qui donne le sens de parcours au premier point du cercle. Le vecteur ainsi défini permet de connaitre le sens de parcours G02 / G03.
Syntaxe APT
INDIRV/ x-valeur, y-valeur, z-valeur
TLON,GOFWD/(CIRCLE/ x-centre,y-centre,z-centre,rayon),ON,(LINE/ x-centre,y-centre,z-centre, x-PointFin,y-PointFin,z- PointFin)

Exemple :
INDIRV/ 0.99503, 0.09957, 0.000
TLON,GOFWD/ (CIRCLE/ 0.16933, 0.12173, 0.000,0.04177),ON,(LINE/ 0.16933, 0.12173, 0.000,0.20325, 0.14611, 0.000)
Enfin la même notation est aussi traitée si les codes CIRCLE et LINE sont défini en leur affectant une référence (Lx et Cx ) qui sera utilisée dans le code TLON,GOFWD comme dans l'exemple suivant :
C1=CIRCLE/41.6,-1.0681,14.7351,3
L1=LINE/41.6,-1.0681,14.7351,38.6,-1.0681,14.7351
INDIRV/-1,0,0
TLON,GOFWD/C1,ON,L1
Attention la déclaration des commandes CIRCLE et LINE doit se faire avant l'appel par TLON,GOFWD. Il n'est ainsi pas possible de définir en début de code APT toutes les références CICRLE & LINE.
Autres syntaxes APT
INDIRV/ x-valeur, y-valeur, z-valeur TLON,GOFWD/(CIRCLE/ x-centre,y-centre,z-centre,rayon), ON, 2,INTOF,(LINE/ x-centre,y-centre,z-centre, x-PointFin,y-PointFin,z-PointFin)
TLON, GOFWD/ (CYLNDR/ x-centre, y-centre, z-centre,i-valeur, j-valeur, k-valeur, rayon),ON,2,INTOF, (PLANE/ (POINT/ x-centre,y-centre,z-centre),(POINT/ x-PointFin, y-PointFin, z-PointFin), (POINT/ x-centre, y-centre, z-centre))
TLON, GOFWD/ (CYLNDR/ x-centre, y-centre, z-centre, i-valeur, j-valeur, k-valeur, rayon),TANTO, (PLANE / (POINT/ x-PointFin, y-PointFin, z-PointFin),PERPTO, (VECTOR/ i-valeur, j-valeur, k-valeur))
Où : x-centre, y-centre, z-centre = coordonnées centre arc x-PointFin, y-PointFin, z-PointFin = Point fin arc x-valeur, y-valeur, z-valeur = Valeurs du vecteur de direction
|
Exemple APT |
Exemple code machine |
|
INDIRV/ .00000, 1.00000, .00000 TLON,GOFWD/ (CIRCLE/ 16.00000, 11.00000, .00000, 4.00000),$ ON,(LINE/ 16.00000, 11.00000, .00000,$ 16.00000, 15.00000, .00000) |
G03 X16. Y15. I-4. J0. |
CLAMP
Contrôle le blocage des axes rotatif de la machine.
Syntaxe APT
|
Exemple APT |
Exemple code machine |
|
CLAMP / ON OFF CLAMP / AAXIS, ON OFF CLAMP / BAXIS, ON OFF CLAMP / AUTO |
M10 M12 M10 M11 M12 M13 Selon le fonctionnement machine |
CLEARP
Utilisée pour définir le plan de retrait. Cette instruction peut être utilisé pour définir la valeur de ce plan de retrait par les fonction APT :RETRCT, LOADTL et CYCLE.
Syntaxe APT
CLEARP / d ===> Pas de sortie dans code ISO
ON
OFF
Où : d = Valeur en Z par rapport à l'origine qui matérialise le plan de sécurité ( zone à partir de laquelle l'outil peut se déplacer sans rencontrer d'obstacle)
|
Exemple APT |
Exemple code machine |
|
CLEARP / 5.5 CYCLE/ DRILL, DEPTH, 1.5, CLEAR, .06 GOTO/ 4.0, 6.0, 3.0 |
No output No output G00 X4. Y6. Z5.5 G81 X4. Y6. Z.5 R3.06 |
COOLNT
Syntaxe APT utilisée pour spécifier le mode de lubrification dans le programme ISO.
Syntaxe APT
COOLNT / mode
|
Exemple APT |
Exemple code machine |
|
COOLNT / ON FLOOD MIST THRU TAP AIR OFF |
M08 M08 M07 M20 M21 M22 M09 |
CUTCOM
Syntaxe APT utilisée pour activer la compensation de rayon. La compensation peut se faire à Gauche (LEFT ou à droite du (RIGHT) du profil. Traditionnellement cela correspond au code G41:G42
Syntaxe APT
CUTCOM / RIGHT [,n ] ===> appliqué au prochain déplacement outil
LEFT
OFF
Où n = numéro de correcteur
Si le numéro n'est pas spécifié alors le numéro de correcteur = le numéro outil
|
Exemple APT |
Exemple code machine |
|
LOAD/TOOL,2 CUTCOM / RIGHT GOTO / 1, 2, 3 CUTCOM / OFF GOTO / 2, 3, 3 |
M6 T3 No output G42 X1. Y2. Z3. D3 No output G40 X2. Y3. |
Note: le code n'est appliqué que sur un déplacement outil
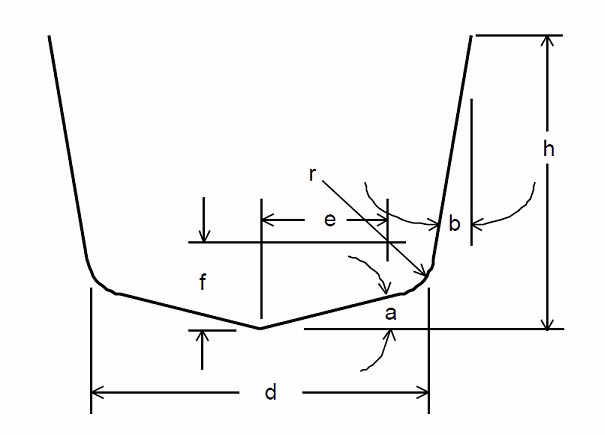
CUTTER
Définie l'outil utilisée. Le codage des paramètres outils est défini selon les 7 codes APT. Ce code ne génère pas de sortie de code spécifique. Il est par contre utilisé pour la représentation dans le logiciel de l'outil traité.
Syntaxe APT
CUTTER/ d, r [, e, f, a, b, h]
Où:
d= Diamètre Outil
r= Rayon de coin
e= Offset rayon de coin
f= Offset axial rayon de coin
a= Angle bout
b= Angle flanc
h= Hauteur Outil
|
Exemple APT |
Exemple code machine |
|
CUTTER / .5, .125, .125, .125, 0.0, 0.0, 5.0 |
|
CYCLE
Syntaxe APT utilisée pour spécifier les cycles fixes de perçage dans le code ISO.
Syntaxe APT
OFF – Arrêt des cycles de perçage
CYCLE/ DRILL, CLEAR, c, DEPTH, d, UPM, f
CYCLE/ CSINK, CLEAR, c, DIAMTR, d UPM, f [,TLANGL,a]
CYCLE/ TAP, CLEAR, c, DEPTH, d, LEAD, f
CYCLE/ CBORE, CLEAR, c, DEPTH, d, UPM, f [,DWELL,p]
CYCLE/ DEEP, STEP, q, CLEAR, c, DEPTH, d, UPM, f
CYCLE/ BRKCHP, STEP, q, CLEAR, c, DEPTH, d, UPM, f
CYCLE/ FBORE, CLEAR, c, DEPTH, d, UPM, f , OFFSET,q
CYCLE/ BORE, CLEAR, c, DEPTH, d, UPM, f [,DWELL,p]
CYCLE/ BORE6, CLEAR, c, DEPTH, d, UPM, f , DRAG
CYCLE/ BORE7, CLEAR, c, DEPTH, d, OFFSET,q, UPM,f, MANOP
CYCLE/ BORE8, CLEAR, c, DEPTH, d, UPM, f ,DWELL,p , MANOP
CYCLE/ BORE9, CLEAR, c, DEPTH, d, UPM, f ,DWELL,p
CYCLE/ MILL, DIAMTR, c, DEPTH, d, PITCH, k, UPM, f
CYCLE/ THREAD, DIAMTR, c, DEPTH, d, PITCH, k, UPM, f
Où : c = Distance de sécurité depuis surface pièce
d = Profondeur de percage
f = Vitesse d'usinage selon différente unité IPM,IPR,MMPM,MMPR
(thread LEAD or Threads Per Inch for TAP)
p = Tempo en fin d'opération soit en seconde ou en REVolution
q = Pas de profondeur pour les cycles de percage DEEP ou BRKCHP
k = Pas pour les cycles d'usinage hélicoïdale
s = Passe Radial pour les cycles d'usinage
|
Exemple APT |
Exemple code machine |
|
CYCLE / DRILL, DEPTH, 1.0, CLEAR,.06, IPM, 10, GOTO / 5.0, 7.5, 0.0 |
G81 G99 X5. y7.5 Z-1. R.06 F10 |
DELAY
Syntaxe APT utilisée pour définir une temporisation dans le programme.
Syntaxe APT
DELAY / REV, r s
Où: s = Temporisation en (SEConds ou alors REVolutions)
|
Exemple APT |
Exemple code machine |
|
DELAY / 2, SEC |
G04 P2. |
Note : REVolutions n'est pas traité par Winpost
DISPLY
Syntaxe APT utilisée pour spécifier des commentaires à l'écran CN et dans le code ISO.
Syntaxe APT
DISPLY character text
Où : character_text = chaine alphanumérique qui sera incluse dans le fichier ISO.
|
Exemple APT |
Exemple code machine |
|
DISPLY ARRET PROGRAMME |
*- ARRET PROGRAMME |
END
Syntaxe APT utilisée pour spécifier la fin du programme. Les Codes associés à cette instruction sont défini dans les macros de début et de fin du postprocesseur.
Syntaxe APT
END
|
Exemple APT |
Exemple code machine |
|
END |
M09 G0 G53 H0 Z0. X0. Y0. M2 |
FEDRAT
Syntaxe APT utilisée pour spécifier la vitesse d'usinage dans le fichier ISO. Le code de vitesse est lui interprété, il n'est pas sortie immédiatement mais rajouté sur le premier déplacement du fichier ISO qui suit le code FEDRAT.
Syntaxe APT
FEDRAT / (Code), f
IPM : Inch par minute
IPR : Inch par révolution
MMPM : mm par minute
MMPR : mm par révolution
MAXIPM Cette instruction permet de spécifier la vitesse maxi
Où : f = Vitesse d'usinage exprimé selon le code précédent la valeur
|
Exemple APT |
Exemple code machine |
|
FEDRAT / 800, MMPM GOTO / 500.0, 345.0, 0.0 |
G01 X500. Y345. Z0. F800. |
FINI
Syntaxe APT utilisée pour spécifier la fin d'un programme. La sortie du code est définie dans les macros de fin et de début de fichier.
Syntaxe APT
FINI
|
Exemple APT |
Exemple code machine |
|
FINI
|
M30 % |
FROM
Syntaxe APT utilisée pour spécifier la position initiale de la machine ou de l'outil en début de programme.
Syntaxe APT
FROM / x, y, z [,i ,j ,k]
|
Exemple APT |
Exemple code machine |
|
FROM / 0, 0, 0 |
G90 G20 G80 G40 |
GODLTA
Syntaxe APT utilisée pour spécifier un déplacement en incrémental par rapport à la position précédente. X Y Z sont les valeurs incrémentales du déplacement. Comme pour l'instruction GOTO Il est possible aussi de définir une orientation outil. Les valeurs de IJK ne sont elles pas spécifié en incrémental mais en absolues.
Syntaxe APT
GODLTA / x, y, z [,i ,j ,k]
|
Exemple APT |
Exemple code machine |
|
GOTO / 1.0, 2.0, 3.0 GODLTA / 0.0, 0.0, 5.0 GOTO / 1.0, 2.0, 5.00 |
G01 X1.0 Y2.0, Z3. G91 G01 Z5.0 G90 G01 X1.0 Y2.0, Z5.0 |
GOHOME
Syntaxe APT utilisée pour spécifier le retour des axes machine à leur position d'origine. La définition du traitement de retour aux origines est défini dans la partie "Instructions particulières" dans la partie "Code de retour aux origines (GOHOME).
Le retour peut être défini seulement sur certains axes (option XAXIS, YAXIS, Z AXIS)
Syntaxe APT
GOHOME [/ XAXIS ][, YAXIS ][,ZAXIS ]
|
Exemple APT |
Exemple code machine |
|
FROM / 0, 0, 0 GOHOME/ ZAXIS |
G90 G20 G80 G40 G91 G28 Z0. |
GOTO
Syntaxe APT utilisée pour spécifier the le déplacement linéaire à effectuer. La première ligne GOTO après un changement d'outil LOAD/TOOL est traitée selon une macro particulière dans Winpost. Le code de traitement est appelé "Premier point après chargement outil ". Il est généralement nécessaire de faire précéder cette première ligne d'une commande de vitesse dans le fichier APT ou d'une instruction RAPIDE.
Syntaxe APT
GOTO / x, y, z [,i ,j ,k]
Où : x, y, z = coordonnées du point
i, j, k = Composant du vecteur outil pour un calcul des angles en 5 axes.
|
Exemple APT |
Exemple code machine |
|
GOTO / 1, 2, 3 |
G01 X1. Y2. Z3 |
INDIRV
Syntaxe APT utilisée avant une instruction CIRCLE ou CYLNDR pour indiquer la direction de déplacement sur le cercle en utilisant un vecteur comme direction de déplacement depuis la position courante.
Syntaxe APT
INDIRV/ X-Component, Y-Component, Z-Component
|
Exemple APT |
Exemple code machine |
|
INDIRV / 1, 0, 0 |
direction in plus X-axis |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
INSERT
Syntaxe APT utilisée pour spécifier un block de code. La ligne de commande est sortie alors tel quel dans le fichier ISO sans validation du code. La présence du code séparateur / permet de spécifier si la ligne doit être numéroté ou non.
Syntaxe APT
INSERT character text
ou
INSERT/character text
|
Exemple APT |
Exemple code machine |
|
INSERTG80G49 INSERT/G80G49 |
G80G49 N12G80G49 |
INTOL
Cette syntaxe APT spécifie la tolérance intérieure utilisée pour créer des déplacements linéaire à partir d'un déplacement circulaire. Dans le cas de Winpost cette instruction n'a pas besoin d'être traitée.
Syntaxe APT
INTOL / valeur
Ou Valeur et la tolérance à utiliser.
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
LINTOL
Cette instruction à destination généralement des postprocesseurs permet de rajouter des points additionnel sur les trajectoires notamment dans le cas de recalcul des points en 5 axes si la machine n'est pas équipé des fonctions RTCP. Winpost n'étant pas prévu pour ce genre de machine l'instruction n'est pas traitée.
Syntaxe APT
LINTOL / valeur
ON
OFF
Où valeur est la déviation par rapport à la trajectoire programmée.
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
LIMITS
Syntaxe APT utilisée pour spécifier La limite des axes machine. Ce code n'est pas interprété par Winpost mais pourrait aussi servir pour générer le brut de simulation (exemple des fichiers Heidenhain avec les codes Block)
Syntaxe APT
LIMITS/ [XAXIS,min,max][,YAXIS,min,max][,ZAXIS,min,max][,AAXIS,min,max] [,BAXIS,min,max]
OFF
ON
|
Exemple APT |
|
LIMITS/ XAXIS,-20,20, YAXIS,-10,10, ZAXIZ,0,20 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
LOAD or LOADTL
Syntaxe APT utilisée pour spécifier un changement outil dans le code ISO. Le code peut être complété avec l'instruction CUTTER qui défini géométriquement l'outil utilisé.
Syntaxe APT
LOAD / type, t [, LENGTH, z][, ADJUST, h ]
LOADTL OFF
Où : type = type outil (Tool, MILL or DRILL)
t = numéro outil
z = longueur de l'outil
h = numéro du correcteur de longueur outil utilisée
OFF = arrêt l'utilisation de la compensation outil.
Note: quant ADJUST,OFF est programmé il n'y a pas de sortie du correcteur de longueur.
|
Exemple APT |
Exemple code machine |
|
LOAD/ TOOL, 1, LENGTH, 6.500, ADJUST, OFF |
T01 M06 |
MACHIN
Syntaxe APT utilisée pour spécifier la machine à utiliser, ainsi que l'unité de travail choisi. Ce code n'est pas traité dans Winpost.
Syntaxe APT
MACHIN/ vmc5x, mchtool [,UNITS,INCHES,OUT,MM] [,ON ]
MM INCHES OFF
[,XAXIS,min,max][,YAXIS,min,max][,ZAXIS,min,max]
|
Exemple APT |
|
MACHIN / HAASVR, VR0001, UNITS,INCHES, OUT,INCHES |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
MODE
Syntaxe APT utilisée pour spécifier un mode d'usinage dans le fichier ISO final. Les paramètres peuvent être de nature variée il faut se rapporter au manuel de configuration de Winpost pour le traitement de ce code.
Syntaxe APT
MODE/ INCHES
MM
XYPLAN
YZPLAN
ZXPLAN
ABSOL
INCR
MILL
LATHE
|
Exemple APT |
Exemple code machine |
|
MODE / INCH MODE / MM |
G20 G21 |
OPSKIP
Syntaxe APT utilisée pour spécifier que le bloc suivant ne doit pas être traité.
Syntaxe APT
OPSKIP [/ ON ]
/ OFF
|
Exemple APT |
Exemple code machine |
|
OPSKIP MODE / MM GOTO/ 1,2,3 |
No output N1234 G01 X1. Y2. Z3 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
OPSTOP
Syntaxe APT utilisée pour spécifier un arrêt optionnel dans le code ISO (généralement M00).
Syntaxe APT
OPSTOP
|
Exemple APT |
Exemple code machine |
|
OPSTOP |
M00 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
OUTTOL
Cette syntaxe APT spécifie la tolérance intérieure extérieure pour créer des déplacements linéaire à partir d'un déplacement circulaire. Dans le cas de Winpost cette instruction n'a pas besoin d'être traitée.
Syntaxe APT
OUTTOL / valeur
Où valeur est la tolérance extérieure spécifiée pour le postprocesseur.
|
Exemple APT |
|
OUTTOL/ .010 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
ORIGIN
Syntaxe APT utilisée pour spécifier le système d'origine dans le code ISO. Le code ORIGIN peut être soit défini avec l'instruction FIXTUR ou DATUM. Si le code FIXTUR est utilisé alors la sortie iso est réalisée avec la sortie d'un code G
Si le code DATUM est utilisé c'est alors un décalage d'origine qui est utilisée.
Syntaxe APT
ORIGIN / FIXTUR, m
ORIGIN / DATUM, x, y, z
ORIGIN / x, y, z
Où : m = work coordinate system select (FIXTUR)
0 = 1st valeur (G53)
1 = 2nd valeur (G54)
2 = 3rd valeur (G55)
3 = 4th valeur (G56)
4 = 5th valeur (G57)
5 = 6th valeur (G58)
6 = 7th valeur (G59)
ORIGIN/ DATUM x, y & z = valeurs output with 7th valeur of G10 (G92)
ORIGIN/ x, y & z = valeurs are subtracted from following GOTO x, y, z (translation)
|
Exemple APT |
Exemple code machine |
|
ORIGIN / FIXTUR, 2 ORIGIN / DATUM, 1, 2, 3 ORIGIN / 10, 5, 2 GOTO/ 1, 2, 3 |
G55 G92 X1, Y2. Z3. No output G00 X-9. Y-3. Z1. |
PARTNO
Syntaxe APT utilisée pour spécifier le numéro de programme ISO ainsi que le commentaire associé au programme.
Syntaxe APT
PARTNO numeric_id character_text
Où : numeric_id = numéro du parcours outil (PROGID).
character_text = Chaine alphanumérique spécifiant le commentaire programme (PARTNO).
|
Exemple APT |
Exemple code machine |
|
PARTNO 1234 OPERATION A |
% O1234 (OPERATION A) |
PIVOTZ
Syntaxe APT utilisée pour spécifier la longueur du point pivot. Cette information est nécessaire quant la machine utilisée n'a pas la fonction RTCP et que l'on doit recalculer les coordonnées machine. Winpost Aujourd'hui n'a pas pour vocation de traiter ce type de configuration. Aussi cette information n'est elle pas nécessaire.
Syntaxe APT
PIVOTZ/ n
Où : n = Distance du point piloté outil à l'axe de rotation de la tête.
|
Exemple APT |
|
PIVOTZ / 3.500 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
PPRINT
Syntaxe APT utilisée pour écrire des commentaires dans le fichier iso de sortie. La commande PPRINT peut être écrite avec ou sans le séparateur /. Cela peut signifier que le commentaire peut être sorti seulement dans le fichier ISO ou doit aussi être affiché à la vissu de la CN. Dans le cas de Winpost cela ne génère pas de différence de traitement et les deux notations sont sorties de la même manière dans le code ISO.
Syntaxe APT
PPRINT character text
PPRINT/character text
Où : character_text = chaine de caractères alphanumérique qui sera sortie dans le code ISO.
|
Exemple APT |
Exemple code machine |
|
PPRINT Un MESSAGE |
(Un MESSAGE) |
PREFUN
Sortie de code préparatoire dans le code ISO. La valeur définie dans l'instruction est sortie avec un code G.
Syntaxe APT
PREFUN / g
Où : g = G-code
|
Exemple APT |
Exemple code machine |
|
PREFUN / 98 |
G98 |
RAPID
Syntaxe APT utilisée pour spécifier un déplacement en rapide pour le prochain déplacement (Syntaxe GOTO syntaxe). Cette instruction n'est pas modale et doit être spécifié avant chaque mouvement GOTO devant être réalisé en rapide.
Syntaxe APT
RAPID
|
Exemple APT |
Exemple code machine |
|
RAPID GOTO/ 1.0, 2.0, 3.0 |
GO X1. Y2. Z3. |
RETRCT
Syntaxe APT utilisée pour spécifier le retour selon l'axe Z au plan de retrait prédéfini.
Syntaxe APT
RETRCT [/ON ]
OFF
|
Exemple APT |
Exemple code machine |
|
RETRCT/ON GOTO/ 1.0, 2.0, 0.0 RETRCT/OFF GOTO/ 4.0, 5.0, 0.0 CLEARP/ 6.0 RETRCT |
G98 X1. Y2
G99 X4. Y5
G0 Z6 |
REWIND
APT syntaxe utilisée à la fin du programme (avant le code FINI) pour spécifier le code de bouclage. (M30 typiquement).
Syntaxe APT
REWIND
|
Exemple APT |
Exemple code machine |
|
REWIND |
M30 |
ROTATE
Syntaxe APT utilisée pour spécifier la mise en position d'une machine 5 axes. Il est possible de spécifier l'axe piloté ainsi que le mode de mouvement.
Syntaxe APT
ROTATE / AAXIS, ATANGL, a (,CLW )
BAXIS INCR CCLW
Où : a = angle de rotation
ATANGL = Angle absolu
INCR = Angle incrémental
|
Exemple APT |
Exemple code machine |
|
RAPID ROTATE / AAXIS, ATANGL, 30 ROTATE / BAXIS, INCR, -45, 10 |
G00 A30. G01 B-15 F10. |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
SEQNO
Cette commande est une commande normalement à destination du postprocesseur. Elle permet de spécifier le mode de numérotation du programme (de l'activer , le désactiver) en spécifiant le numéro de départ et l'incrément de numérotation.
Syntaxe APT
SEQNO/ n, INCR, I : Spécifie la numérotation de départ et la valeur de l'incrément de numérotation.
ON Active la numérotation.
OFF désactive la numérotation.
Où :
n = Start number
I = Increment number
|
Exemple APT |
Exemple code machine |
|
SEQNO/ 10, INCR, 5 |
N10 N15 N20 |
![]() Note : Code traité dans WINPOST à partir de la version 0.5.2
Note : Code traité dans WINPOST à partir de la version 0.5.2
SET
SET/CUTD est utilisé pour spécifier la vitesse en bout d'outil quand l'usinage se réalise avec un mouvement de rotation de l'outil par rapport à la pièce. Dans le cas ou la rotation engendrerai une vitesse relative nulle il est possible de demander à certaines CN de modifier la vitesse pour maintenir une vitesse relative la plus constante possible. Ce code n'est pas géré par Winpost aujourd'hui.
Syntaxe APT
SET/ CUTDP, valeur
Où valeur est la distance de calcul de la vitesse par rapport au point piloté théoriquement.
|
Exemple APT |
|
SET / CUTDP, 10.4 |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
SPINDL
Syntaxe APT utilisée pour spécifier la vitesse de broche sortie dans le code ISO. Le code permet aussi de piloter le sens de rotation ainsi l'arrêt ou la mise en rotation de la broche.
Syntaxe APT
SPINDL / (RPM) ,s (,CLW)
SFM CCLW
SPINDL / s (,RPM)(,CLW)
SPINDL/ ON
OFF
SPINDL / MAXRPM, s permet de spécifier la vitesse de rotation maximum de la broche Où : s = Vitesse broche en RPM or SFM
|
Exemple APT |
Exemple code machine |
|
SPINDL / RPM, 6000, CLW |
S6000 M03 |
STOP
Syntaxe APT utilisée pour spécifier a arrêt programmé dans le code ISO.
Syntaxe APT
STOP
|
Exemple APT |
Exemple code machine |
|
STOP |
M00 |
TLAXIS
APT syntaxe Utilisée pour définir L'orientation outil pour un usinage 3+2.
Syntaxe APT
TLAXIS / i, j, k
Où : i, j, k = valeurs du vecteur 3D d'orientation
|
Exemple APT |
Exemple code machine |
|
TLAXIS / .00000, .00000, 1.00000 |
|
TPRINT
Syntaxe APT utilisée pour spécifier les commentaires associés à un outil. Ce code précède les instructions LOAD /TOOL. Il permet si l'option est activée dans la configuration du postprocesseur de sortir le commentaire dans le fichier ISO.
Syntaxe APT
TPRINT character text
Où : character_text = chaine de caractères alphanumérique
|
Exemple APT |
Exemple code machine |
|
TPRINT 1/2–13 TAP 6.500 LGH |
(1/2-13 TAP 6.500 LGH) |
TRANS
Syntaxe APT utilisée pour spécifier la translation à rajouter dans la sortie ISO.
Syntaxe APT
TRANS / x, y, z
Où : x, y, z = sont les valeurs de la translation
|
Exemple APT |
Exemple code machine |
|
TRANS / .5, .5, 0 |
G55 X5.0 Y5.0 Z0. |
![]() Note : Code non traité dans WINPOST
Note : Code non traité dans WINPOST
MULTAX
Ce code permet d'indiquer que le code sortie est passé en usinage multiaxes. Normalement les déplacements devraient à la suite de ce code être générés sous la forme XYZIJK. MULTAX/ ON doit précéder les codes GOTO ou FROM qui contiennent des valeurs i, j, k.
MULTAX doit être respécifié après chaque changement d'outil.
MULTAX/[ON, OFF]
Merci d'envoyer vos commentaires, bug reports et autres à : usinage5axes@free.fr
|
|