Fraiseuses 5 axes
Introduction
Le choix d'une machine 5 axes dépend largement de la configuration des axes. Pour chaque type de machine l'on retrouve un type de pièce. La première considération a prendre en compte dans le choix de la machine est bien entendu la piece à usiner . Sa taille, sa géométrie , son poids ainsi que le matériaux à usiner sont les premiers critères pour le choix d'une machine. Le nombre de pièces ainsi que les formes à usiner ont aussi leurs importances. Une machine dont les axes rotatifs sont situés sur la tête sera par exemple moins recommandé si l'on veut un gros débit copeau et ce particulièrement si l'on usine des matériaux dures. Dans ce cas l'existence d'un blocage hydraulique des axes aura son importance dans le choix de la machine. De même une machine à plateaux n'est pas souhaitable pour des pièces très lourdes ou très volumineuses.Il est claire qu'une première expérience de l'usinage 5 axes est nécessaire pour comprendre les limitations possibles ainsi que les avantages d'une configuration type d'une machine 5axes
Rappel sur les conventions
Généralement une machine de fraisage est constituée d'axes linéaire qui assure un déplacement dans le volume de travail suivant 3 directions : X Y et Z .On peut occasionnelement avoir un quatrième axe linéaire qui assure une surlongueur de travail ou qui permet un accès aux zones à usiner à travers la pièce. Cet axe est codé avec la lettre W.
Les axes d'orientation dans l'espace sont le plus souvent des axes rotatifs. Il faut deux axes pour orienter notre outil dans toutes les positions de l'espace.
La convention la plus souvent utilisée chez les fabricants est la suivante : les axes sont appelées A/B ou C : A pour un axe tournant autour de X, B autour de Y et C autour de Z.

Type de machine
Ou va retrouver quatre grands types de machine :
Les machines à tête twist (2 axes rotatifs à 90 degrés sur la tête)
Les machines à tête universelle (2 axes rotatifs à 45 degrés sur la tête )
Les machines à plateau tilting (2 axes rotatifs sur la table de la machine)
Les machines avec un axe sur la tête et un plateau rotatif ( généralement le plateau est un axe C).
Les machines à tête twist
Ces machines généralement à portique, sont souvent des machines de grandes dimensions. On les retrouve dans l'aéronautique ou l'automobile elles permettent de fraiser des pièces de grandes dimensions . les mouvements 5 axes sur ce type de machine ne sont pas influencé par le poids de la pièce, car ici seul les outils sont en mouvement.
TETE B/C |
 Doc :Forest-line |
Ces machines ont le plus souvent un axe A limité à +-110°/120° et un axe C qui peut être illimité mais malheureusement avec toutes les nouvelles options, câblage et autres qui doivent passer dans la tête ont trouve maintenant beaucoup plus de tête limitée avec des valeurs de +- 400° voir +-200° ou même +-110°.
Note : une machine limitée sur son axe C avec des valeurs de +-110° doit être ABSOLUMENT évitée pour du 5 axes continus en effet comment usiner une pièce si l'on ne peut même pas faire le tour d'une pièce (360°) en une seul passe. |
TETE B/C Horizontale |
 Doc :Forest-line |
La tête horizontale permet une meilleur évacuation du copeau. Ces machines sont donc réservé à des applications avec beaucoup d'enlèvement de matière (Typiquement l'aéronautique) |
TETE A/C Asymétrique |
 Doc :Breton |
Idem aux configurations précédentes, les têtes Twists peuvent exister en configuration symétrique ou Assymétrique. Une tête assymétrique perd un peu en rigidité mais permet dans certains cas de gérer, en tournant la tête de 180° des problèmes de collisions. |
TETE B/C Universelle |
 Doc :Mecof |
Ces configurations avec ces axes à 45° permettent de limiter la quantité de déplacement du point pivot dans les mouvements 5 axes. La machine est donc plus "véloce" en 5 axes continue, mais ces machines sont beaucoup difficile à gérer par l'opérateur et de plus impose par construction une limite à 90° de la position pièce/machine.
Note : par exemple si vous désirez réaliser un usinage à 45° les valeurs des axes à donner sont : B=59.94° C=249.66° la programmation manuel est donc très difficile sans une table d'équivalence . Il existe cependant sur certaines commande-numérique (840D par exemple ) des fonctions permettant de faire une programmation en angles "vrais" la machine convertira automatiquement en angle machine. Doc :Siemens 840D |
Les machines à tête universelle
J'appelle tête universelle des machines dont les 2 axes sont situés sur la tête et sont concourants; l'un des axes est à 45° par rapport à l'autre.
TETE A/B Universelle |
 Doc :Mecof |
Ce type de cinématique est rarement pris en compte dans les logiciels de CFAO, de plus l'axe outil est souvent l'axe X alors que l'axe Outil sauf pour un logiciel à ma connaissance est toujours l'axe Z. aussi doit on s'en remettre au postprocesseur pour piloter ce type de machine en 5 axes.
De plus le coulisseau horizontal dans ce cas de figure, impose une capacité d'usinage limitée sur 4 faces ( face arrière inaccessible ) ce qui limite l'intérêt de ces machines pour du 5 axes purs. Dans certain cas le coulisseau oblige même à une utilisation sur 2 faces. On peut donc se demander dans ce cas l'intérêt de ces machines pour une utilisation " 5 axes ". |
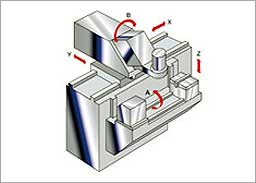
Les machines à plateau tilting
Cette configuration de machine 5 axes à broche verticale et table bi-rotative AC . Cette cinématique n'a pas d'influence en 5 axes sur la position relative outil/pièce selon les longueurs outils. Seul la position de la pièce par rapport à l'origine machine devra être pris en compte pour le calcul des trajectoires outils.
PLATEAU A/C |
 Doc :Hermle |
Cette configuration est fréquemment utilisé dans l'industrie énergétique (Usinage de turbine) car elle permet d'obtenir un axe C sans limite et un axe A avec une grande variation angulaire (+- 120°).
 Doc :Breton |
PLATEAU A/C A 45° |
 Doc :Huron |
Cette configuration est peu fréquente (HURON, DECKEL). Les angles à 45° permettent de limiter la quantité de déplacement la machine est donc plus "véloce" en 5 axes continue, mais elles sont beaucoup plus difficile à gérer par l'opérateur (analyse des mouvements , programmation manuelle) et de plus elles imposes par construction une limite à 90° de la position pièce/machine.
Note : Ici la position du plateau rend plus difficile le chargement des pièces. pour moi cette machine est à réserver à des applications 5 axes continus exclusivement. |
Les machines avec un axe sur la tête et un plateau rotatif
Une solution souvent adoptée dans la fabrication d'outils et de formes ainsi que pour la fabrication de pièces unitaires et de pièces fabriquées en petites séries. La gestion des trajectoires est plus difficile en effet par rapport à un parcours calculé en FAO, sur la machine la position pièce machine, ainsi que les longueurs d'outils ont une influence sur le résultat finale.
TETE B PLATEAU C |
 Doc :Hermle |
Cette configuration permet comme pour les configurations à plateaux d'avoir un axe C sans limite mais attention souvent l'axe B est lui limité sur des valeurs de -10,-5° +90,+110° ce qui à l'usage pour du 5 axes continus est très handicapant.
Note :ce type de machine est particulièrement adapté pour des pièces "cylindrique" (pièce nécessitant de réaliser des usinages en tournant autour de la pièce ). |
TETE B a 45° PLATEAU C |
 Doc :DMG |
Plateau illimité, mais de par sa construction tête limitée à l'horizontale. |
TETE B BROCHE A |
 Doc :liechti |
Machine typique pour des usinages 5axes du type Aubes de turbines. |
TETE B a 45° BROCHE A |
 Doc :starrag |
Machine spécialisée pour des usinages 5axes du type Aubes de turbines. |
TETE A PLATEAU C |
 Doc :starrag |
Cette configuration de machine est une bonne solution pour des pièces du type énergétique, aubes de turbines, turbines. (usinage autour de la pièce mais peu d'usinage "par le dessus" à cause du coulisseau horizontale). |
Nouvelles architectures
De nouvelles architectures de machine apparaise sur le marché. Pour ces machines les axes rotatifs qui permettaient d'orienter nos outils dans l'espace sont remplacés par des axes linéaires. Ces machines sont d'après les spécialistes plus rigide que des machines traditionnelles et elle sont plus dynamique. Cependant elle sont plus encombrantes, les capacités d'orientation des outils sont réduites et leur pilotage et réglages sont difficiles. Les limites d'usinage en 5 axes impose encore l'adjonction de plateaux rotatifs pour palier à ces limitations.
Machine Hexapode |
 Doc :CMW |
Cette architecture rigide, permet d'obtenir un grand volume copeaux pour des pièces de grandes dimensions. Cependant les angles d'inclinaisons de l'outil sont assez limités. On ne s'étonnera donc pas de retrouver ces machines quant elles existent uniquement dans l'industrie aéronautique. Où, elles trouvent leur place dans l'usinage d'éléments de structure. |
TRIPODE |
 Doc :starrag |
Machines 4 axes avec son plateau rotatif et architecture parralèle Tripode.: |
TRICEPT |
 Doc :smt-tricept |
Machine tripode avec 2 axes rotatifs |
Le 5 axes à la portée des amateurs
Un dernier petit lien sur le site d'une petiite entreprise Ecossaise qui montre que :

Merci d'envoyer vos commentaires, bug reports et autres à : usinage5axes@free.fr
|
|