 |
| In the case of the rotation of only one axis, the displacement of the center of the tool occurs in a plan, with the rotation of two axes, this displacement occurs in space. |
It allows also the tool length compensation
in space. Moreover thanks to function RTCP it is possible in mode IMD (Manual
entry of data) or by crank, to carry out machining in 5 axes of surfaces
programmed in 3 axes (provided that this machining is carried out with
a cutter swell).
|
| In the case of the rotation of only one axis, the displacement of the center of the tool occurs in a plan, with the rotation of two axes, this displacement occurs in space. |
To program in 5 axes the machining of surfaces, it
is necessary to know the distance between the center of the tool and the
center of the rotary head: this distance is called Length pivot. According
to the value of this length and value of rotation of the axes, one will
have to calculate linear value XYZ of compensation in order to maintain
the center of the tool in the desired position.
The program thus obtained must be used on the machine with a length of pivot exactly equal to that which was defined in the program; each variation length implies a reprocessing of the program.
Function RTCP deals with maintaining the center of the tool in the programmed position. To maintain this position, each movement of the rotary axes is compensated by a linear displacement of axes XYZ.
In this way it is possible to program the course of
the tool directly, without being concerned with length pivot: this value
will be introduced directly by the operator via his CN before carrying
out the program. One could almost thanks to Mode RCTP Calculer a course
5 axes without taking into account the kinematics of the machine.
In the case of definite programs in a traditional
way, option RTCP makes it possible to use tools different length that that
which was considered during the creation of the program. Without this function
the program must be obligatorily recomputed or Re-postprocesse with the
exact values the lengths tools measured on the machine. The even negligible
change of these values implies the creation of a new file.
Function RTCP thus allows also, to ensure better a
management of the advances. The speed of the axes moving of the machine
will be recomputed compared to displacement of the point pivot, so D '
to ensure a speed in advance conforms at the speed required in end of tool.
Synchronization between the axes not being always perfect, It often arrives which the linear axes is faster than the rotary axes. The tool is thus able at its final position before to have reached its angular positions. On a machine equipped with function RTCP the control of the synchronization of the axes being carried out in real time it is not necessary to resort to the level of programming FAO to palliative easy ways to this type of defect such as for example:
The limitation of the movements on the axes between two instructions CN ( maximum distance between two points, or angular variation maximum ).
Or to use programming in reverse of time.
B)
This function "attaches" the advances of the machine: not being able to
reach speed requested one slowed down the machine. One will thus tend to
machine at a speed always lower at the speed atteignable if it were managed
in mode RTCP.
1. RTCP FOR PROGRAMS 3 AXES
The programs 3 axes obtained by programming FAO, can
be carried out, via function RTCP, in 5 simultaneous axes. This programming
is possible if spherical tools are used. The movement of the rotary axes,
is then controlled by the operator in IMD or cranks. The slope of the tool
allows the use of cutter length lower than those which are used for machinings
3 axes.
 |
 |
|
|
|
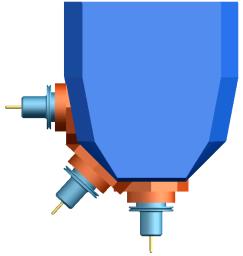
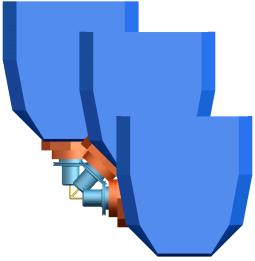
In the a) part of the figure is represented
a part which, to be machined in 3 axes, requires the use of a tool a considerable
length, in order to avoid collisions between the pin and the part. The
b) part of the figure shows how, thanks to the slope of the head
one can carried out the machining of the same surface with a tool lower
length. The slope will have to be modified manually by the operator during
the execution of the program 3 axes.
Please send your comments, bug carryforwards and others to: mailto:usinage5axes@free.fr
|
|